




PROMIG-500XP Ağır Endüstriyel Yüksek Hızlı Darbeli MIG Kaynak Makinesi
- model
- PROMIG-500XP
değerlendirmek
Tanıtım
DETAYLAR
Yüksek Hızlı Darbeli MIG Kaynağı
PROMIG 500XP
Sinerji Kontrolü
Geliştirilmiş Operasyon Süreci ve Kontrolleri
Yüksek Hızlı Darbe (HSP)
Yüksek Hızlı Çift Darbe (HDP)
Yüksek Hızlı Sprey Ark (HSA)
Mikro Çift İşlem (MDP)
Ultra Düşük Sıçrama (ULS)
Ultra Yoğun Ark (UCA)
Hibrit Darbe Kontrolü (HPC)
Yüksek Hızlı Nokta (HSS)

Kullanımı kolay
Basit İşlem
Kaynak mükemmelliğine ulaşmak için 3 adım
① Çalışma modunu seçin
② İşlem Listesi No'yu seçin
③Kaynak akımını ayarlayın
(Malzeme kalınlığını kullanan sinerjik fonksiyon ile her zaman mükemmel ayar)

Özellik
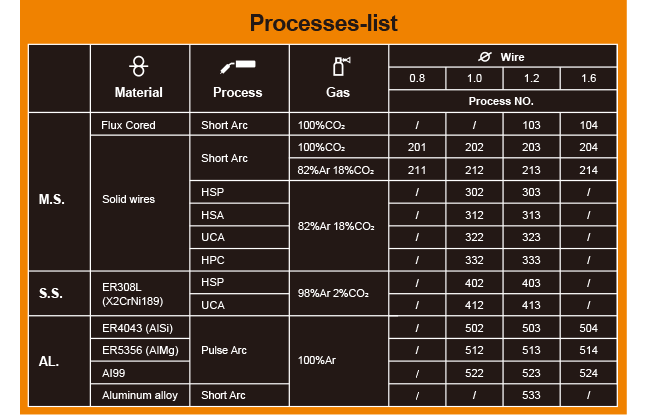
İşlem listesi
Kaynak işlemine başlamak için kullanıcılar, herhangi bir kaynak ihtiyacına (malzeme, işlem, gaz, tel) göre bir işlem numarasını kolayca ve hızlıca seçebilirler. Mükemmel dalgalara sahip geniş bir kaynak işlemi yelpazesi, iyi görüntülenmiş Topwell işlem listesine entegre edilmiştir.
Sinerji Kontrolü
Varsayılan sinerji kontrolü sayesinde Topwell sistemi, seçilen kaynak işlemine ve ayarlanan akıma bağlı olarak ilgili parametreleri otomatik olarak senkronize edebilir; bu da kullanımı kolay ve pratiktir. Kullanıcılar ayrıca sinerji kapalıyken parametreleri manuel olarak da ayarlayabilirler.
Bellek Depolama Fonksiyonu
Yüksek kapasiteli güçlü depolama alanı sayesinde, 999'a kadar işlem/iş daha sonra kullanılmak üzere sisteme kaydedilebilir. Kullanıcılar, önceki işlemleri tek bir tıklamayla kolayca yeniden kaydedebilir veya geri çağırabilir. Topwell'in hafıza fonksiyonu çalışma verimliliğini önemli ölçüde artırır.

Esnek kontrol yöntemleri
Makineyi her yerden ayarlayabilirsiniz ----- güç kaynağında, ....



Hassas ve Kararlı Ark Kontrolü ile Ultra Uzun Mesafe Kaynak
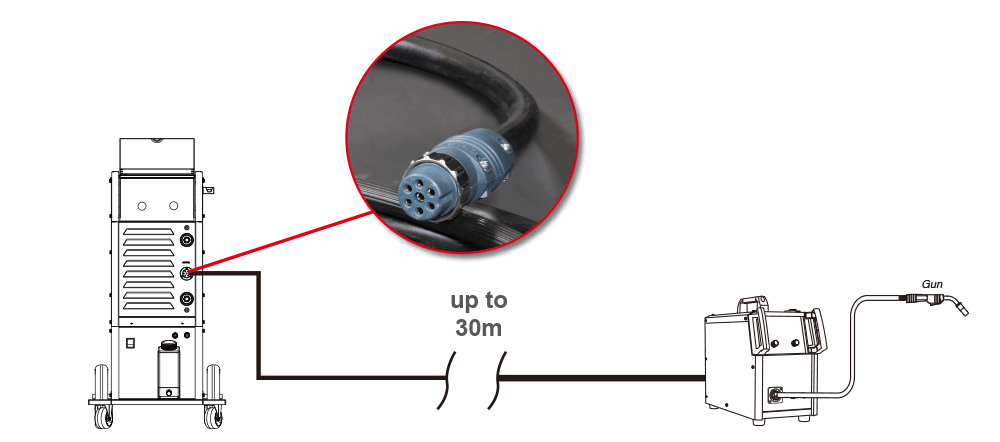
Güvenilir ve Dayanıklı Ara Kablo Seti
Ana makineyi ve tel besleyiciyi birbirine bağlayan Ara kablo kiti (sadece 7 Pin) kalın kauçukla sarılmıştır. Bu, yalnızca verimli iletişim ihtiyacını karşılamakla kalmayıp daha hassas kontrole olanak tanır, aynı zamanda arıza oluşumunu azaltmaya da yardımcı olur.
Güvenilir ve Dayanıklı Ara Kablo Seti
Çalışma mesafesi ve uzun kablo döngüsü (30 metreye kadar) ne olursa olsun, Steelmate Pro serisi akıllı kompanzasyon fonksiyonu sayesinde yüksek stabilitesini ve performansını korur.
Akıllı Üretime Hazır
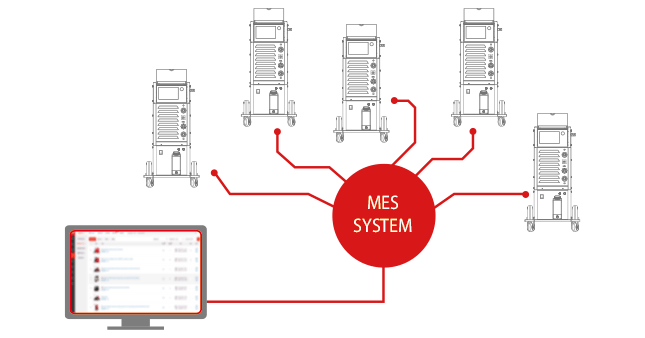
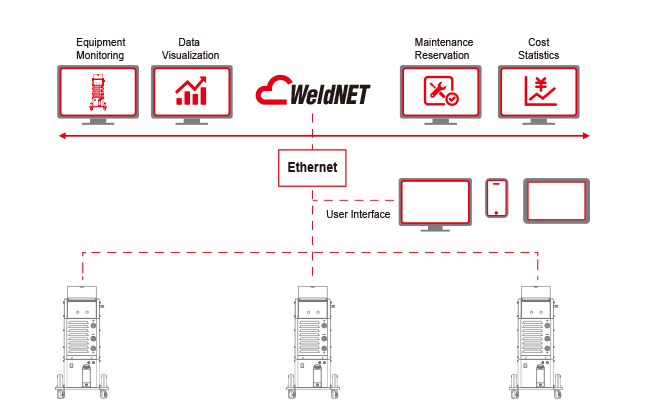
MES ve WeldNET Erişilebilir
PROMIG XP Serisi, aktif kullanıcı yönetimi ve parametre ayarlamaları için koruma ve izinleri ayarlamak üzere atanmış NFC tuşları ile donatılmıştır. Ayrıca, modern üretim veri yönetimi için daha uygun olan MES sistemine bağlanma seçeneği de mevcuttur.

Topwell WeldNET'e bağlanarak, ekipman, üretim ve proses yönetimi modülleri sayesinde parametreleri önceden kontrol edebilir, süreci gerçek zamanlı izleyebilir ve kaliteyi takip edebilirsiniz. Aynı zamanda, analitik ve istatistiksel araçlarla üretkenliğiniz ve kaliteniz artırılır. Bu, gelecekteki kaynak üretiminizin potansiyelini ortaya çıkarır.
Robot Welding Accessible
 Robot arayüzleri, dahili haberleşme protokolleri ile dijital port (EtherNetlP, DeviceNet, CAN, CANOPEN, RJ485 vb.) üzerinden bağlanır. Ek harici haberleşme modüllerine ihtiyaç duyulmaz.
Robot arayüzleri, dahili haberleşme protokolleri ile dijital port (EtherNetlP, DeviceNet, CAN, CANOPEN, RJ485 vb.) üzerinden bağlanır. Ek harici haberleşme modüllerine ihtiyaç duyulmaz.
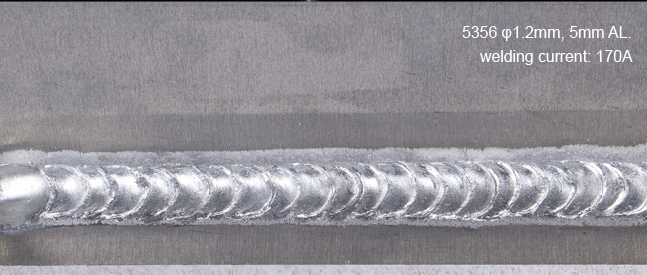
Daha İyi Alüminyum Kaynak İşlemi
PROMIG XP Serisi, daha gelişmiş darbeli kaynak makineleriyle uyumlu, geliştirilmiş bir model ve makinedir. Alüminyum alaşımlı kaynak için daha uygun olan daha yüksek bir tepe akımı ve daha büyük bir akım farkı sağlayabilir, kararlı bir arkı kolayca tetikleyebilir ve oksitleri temizleyebilir, aynı zamanda metali eritmek ve yüksek kaliteli kaynaklar elde etmek için yeterli ısı üretebilir.
Premium itme-çekme tabancası
En dayanıklı motor ve tahrik tasarımı kullanılarak ve tel çekme motoru kaynak pozisyonuna yakın monte edilerek, tel besleme daha pürüzsüz hale getirilir ve özellikle alüminyum kaynak koşullarında tıkanma olasılığı azalır; bu da tel besleme performansını ve ark kararlılığını artırır.
LCD ekran ve fonksiyon tuşları ile donatılmış olan cihaz, kaynak prosedürlerini ve parametrelerini ayarlamak için güç makinesiyle iletişim kurabilir.
Dijital kaynak torcu ile makine arasındaki iletişim, gelişmiş sinerji kaynağı sağlar; tel hızı arttıkça/azaldıkça, MIG parametreleri de gereken uygun güce uyacak şekilde artar/azalır.


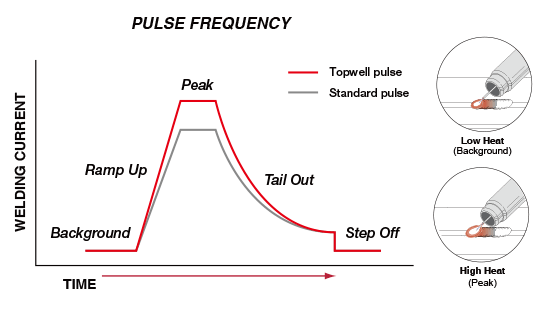
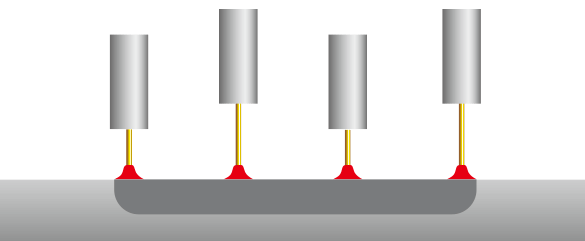
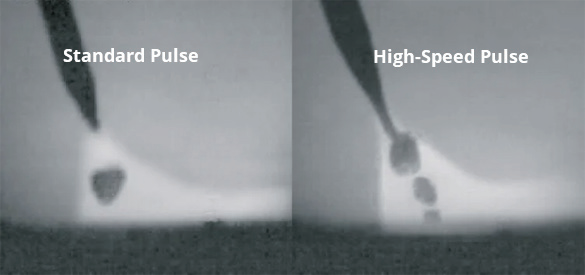
Darbe periyodunun hassas kontrolü, damlacık geçişinin istikrarlı bir şekilde gerçekleşmesini sağlar ve darbe periyodu boyunca kaynak telinin ucundan yalnızca tek bir metal damlası fırlar. Bu sayede, yüksek akım altında bile büyük miktarda sıçrama oluşmaz, temizlik işi azalır ve kaynak görünümü iyileştirilir.
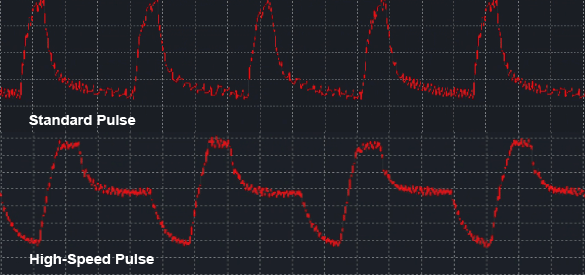
Güçlü veri birikimi, birden fazla kaynak parametresinin birlikte çalışmasıyla PROMIG 500XP'nin mükemmel darbe dalga formunu şekillendirmiştir. Tel hızı arttıkça/azaldıkça, darbe veya MIG parametreleri de daha mükemmel bir kaynak eğrisi elde etmek için gereken uygun güce uyacak şekilde artacak/azalacaktır.
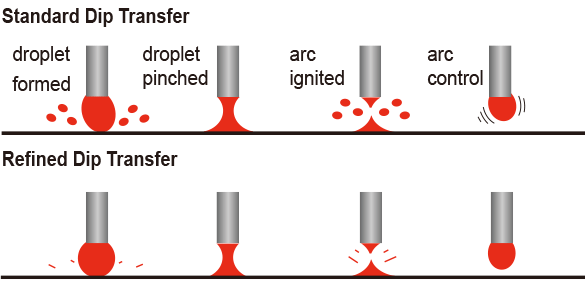
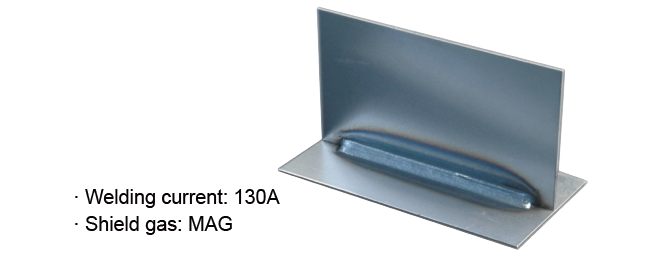
Rafine Daldırma Transferi
• İnce dalga formuna sahip yüksek verimli dip transfer arkı;
• Kısa devre geçişi sırasında sıçramayı bastırır;
• Artırılmış biriktirme oranıyla yüksek kaliteli dikişler oluşturun;
• CO2 ile kaynak yaparken sıçrama %20 oranında azaltılabilir;
Uzatma otomatik ayarlama fonksiyonu, kaynak torçu pozisyonundaki değişikliklere, sac kalınlıklarındaki değişikliklere veya malzeme hizalamasındaki hatalara rağmen aynı kısa ark uzunluğunun stabilitesini koruyarak sürekli ve düzenli kısa devreler oluşmasını sağlar.
Tel besleme kontrolünden yararlanarak, uzatma dalgalanmalarına rağmen penetrasyon stabil ve sabit kalır.
Daha Yüksek Verimlilik için Gelişmiş Teknolojiler
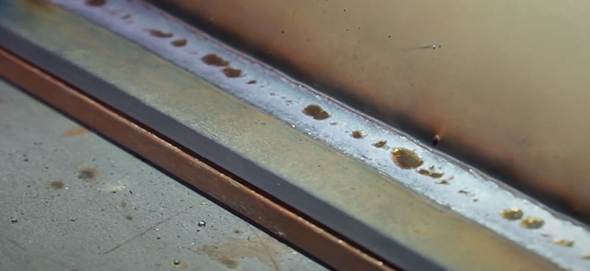
HSP (Yüksek Hızlı Darbe) - Ultra Yüksek Biriktirme Oranı
Zorlu atölye kullanımı için özel olarak tasarlanan bu yöntem, ister kalın malzeme ister sac metal üretiminde kullanılsın, çeşitli malzemeler için biriktirme oranını %25-48 oranında artırabilir.
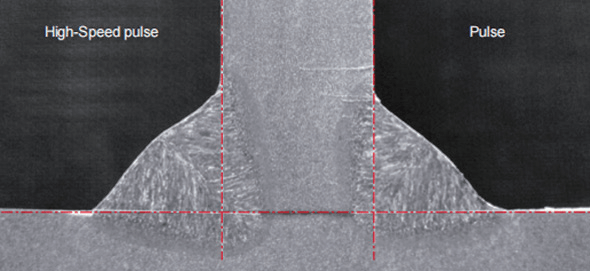
Yüksek Hızlı Darbe (HSP) işlemi, geleneksel darbeli kaynağa kıyasla zamandan, paradan ve enerjiden tasarruf etmenizi sağlar. Bu işlem, darbeli kaynağı yepyeni bir seviyeye taşımaya hazır!
Genellikle, bir darbe bir damlacığı eritir, ancak TOPWELL'in yeni yüksek hızlı darbeli işlemiyle bu damlacıkların iletimini artırıyoruz. Geçiş daha hızlı, daha dar bir HAZ bölgesi ve daha derin penetrasyon olacak!
Daha iyi kaynak dikişi elde edin
Daha az ısı girişi, daha az sıçrama, daha az yeniden işleme.
Daha yüksek kaynak mukavemeti elde edin
Daha derin penetrasyon, alt kesim kusurları yok, daha yüksek mukavemet.
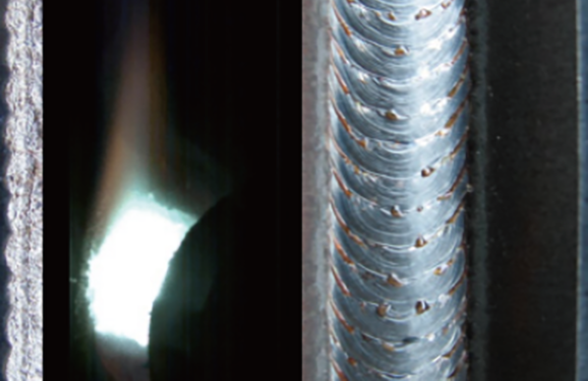
HSA (Yüksek Hızlı Sprey Arkı) - Üstün Yön Özelliği
Yüksek yoğunluklu, son derece yoğun ve son derece kararlı bir arkın mükemmel birleşimi. HSA, daha derin penetrasyon, daha dar bir ısıtma bölgesi sağlar, çok katmanlı kaynak için daha küçük açılma açıları sağlar ve kaynak hızını geleneksel MIG-MAG kaynağına göre %30'a kadar önemli ölçüde artırır. Kaynak işlemini daha verimli ve daha ekonomik hale getirir.
Daha küçük açılma açısı
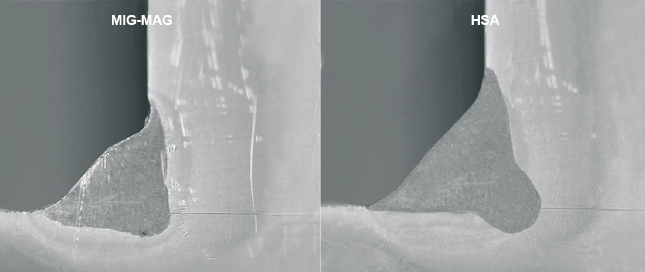
Daha derin penetrasyon
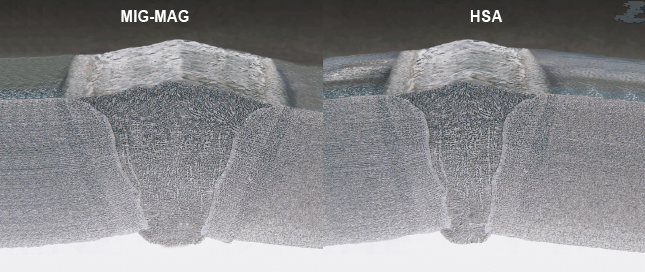
Daha fazla malzeme tasarrufu
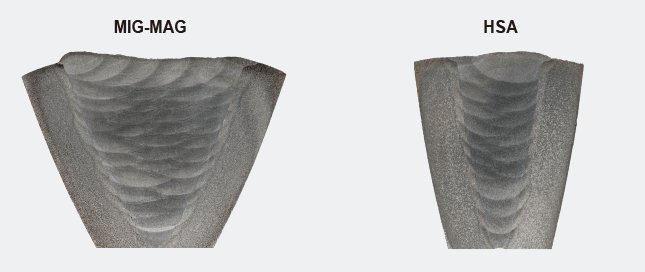
Daha yüksek kaynak verimliliği
HPC (Hibrit Darbe Kontrolü) - Her Pozisyonda Kaynakta Mükemmel
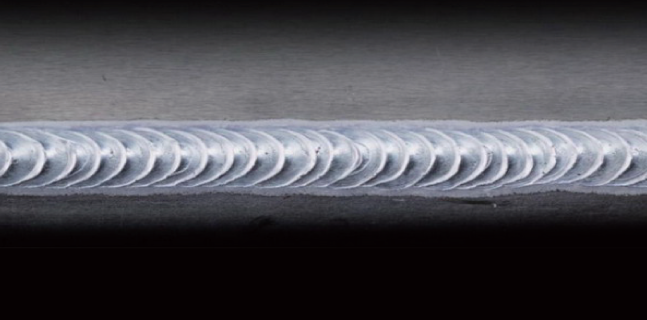
MDP (Mikro Çift İşlem) - TIG benzeri sonuçlar ve daha hızlı
MDP, mikro çift işlem teknolojisiyle çalışan, sinerji darbe dalga formu kontrollü proses kontrolü sayesinde kaynak dikişi şeritlerini kaba ve ince olarak serbestçe ayarlayan ultra hassas bir kaynak yöntemidir. Buradaki en önemli nokta, yüksek ve düşük darbeler dönüşümlü olarak uygulandığında düşük darbe fazında damlacık oluşmamasıdır. MDP'nin avantajları arasında hassas enerji girişi, düşük bozulma, herkes tarafından kolayca üretilebilen mükemmel TIG benzeri kaynak görünümü ve kaynak verimliliğinin geleneksel TIG'ye göre iki kata kadar daha hızlı olmasıdır. MDP, özellikle çerçeveler, masalar, yataklar ve mobilya yapıları gibi ince ve orta duvarlı (1-8 mm) Alüminyum, Çelik ve CrNi uygulamaları için uygundur.

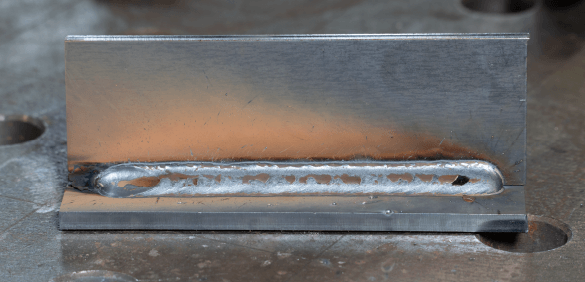
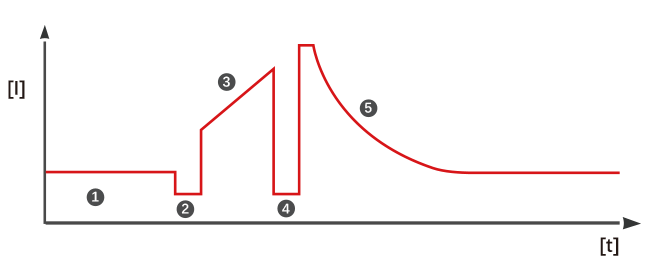
ULS (Ultra Düşük Sıçramalar) - Kararlı ve Yüksek Verimlilik
ULS işlemi, sıçrama oluşumunu büyük ölçüde azaltan mükemmel dalga formu ayarına sahip, modifiye edilmiş bir kısa ark transfer arkıdır. Özetle, özel bir akım kesintisi vardır, enerji program ayarı altında çekilir, böylece yüksek akımın neden olduğu patlama önlenir ve erimiş havuzun yüzey gerilimi oluşan damlacıkları ısıtır. CO2 ve MAG kaynaklarında bile sıçramaları en aza indirebilir, bu da daha az yeniden işleme, daha az ıskarta, daha az temizlik gereksinimi ve aşınan parçalardan tasarruf anlamına gelir.

VİDEO
ÖZELLİKLER
Makineler
|
Ürün Adı
|
ProMIG-500XP
|
|
Makine İşlemleri
|
SMAW GMAW FCAW GMAW-P GMAW-HSP |
|
Tel Besleyici
|
4-Silindirler
|
Ürün Ağırlıkları ve Boyutları
|
Boyutlar (U*G*Y): Makine
|
950x460x1080 mm
|
|
Dimensions(L*W*H):Wire feeder
|
710x350x500 mm
|
Net Ağırlık : Makine | 66.5KG |
Net Ağırlık : Tel besleyici | 15KG |
Temel Özellikler
|
Şebeke gerilimi (V)
|
3PH~400V±15%(50/60Hz)
|
|
Maksimum Yük Güç Kapasitesi
|
25.18KVA
|
|
40℃(105℉)'de Anma Görev Döngüsü: %60
|
500A/39V |
|
40℃'de (105℉) Nominal Çalışma Döngüsü:
%100
|
400A/31.5V |
Açık Devre Voltajı | 70V~80V |
Güç faktörü | 0.87 |
Yeterlik | 89% |
Tel besleme ünitesi | 4 rollers |
Tel besleme hızı aralığı | 0~25m/min |
Tel Makara Kapasitesi | 300mm(15kg) |
Teller φ (mm): Fe | 0.8~1.6mm |
Teller φ (mm): Alu | 1.0~1.6mm |
Teller φ (mm): Akı çekirdekli | 0.8~1.6mm |
Ayrıca şunlara da ihtiyacınız olabilir:

İtme-Çekme Tabancası

Uzaktan kumanda

Kaynak Ceketi

Premium kaynak kaskı








